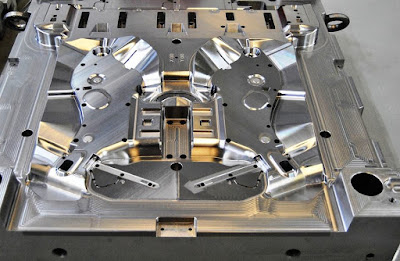
blow molding plastic container
Blow plastic molding plastic containers with handle are very difficult to produce, and generally extrusion blow molding is used to manufacture such containers. The first important aspect of processing such containers is the design of the container. This requires an understanding of how the parison falls and how it is captured by the plastic mold and pinched and blown out into the final container shape.
In a typical handle ware container, the aspect ratio of the handle is the ratio of the major axis (width of the handle perpendicular to the parting line) to the minor axis (width of the handle parallel to the parting line). An aspect ratio of 1:1 is optimum; at most, a 2:1 ratio can be blown. Higher aspect ratios are certain to create narrow or impossible processing windows. An optimum processing window requires a draft angle of 5° to 8° in the handle area so the part can be easily released from the mould. Textured parts will require more draft angle than polished parts.
Handle webbing is the most common problem for the designers who are unfamiliar with proper handle design principles. Webbing is an undesired fold of plastic that forms on the inside of a container when two relatively unrestricted sections of the parison expand and then meet in the constrained section. This fold of plastic sticks together and cools without being pushed to the mould wall, usually resulting in a bottle that is technically functional but aesthetically unacceptable. At the base of the container, the parison is constrained by the pinch at the bottom of the handle opening and by the base pinch. The handle base depth must be greater than or equal to the distance the parison has to blow out to the sides. Handle dimensions and the finger gap also play a role in webbing. In general, webbing is likely if the handle opening dimension is too close to that of the base.
Expert processors will often tilt the mould when processing handled containers. injection molding Handles often extend far down the side of the container. It is usually desirable to form a pinch, as far down the outside of the handle as possible so there is enough material in the handle to form a good sidewall. However, it is generally not desirable to pinch below the handle on the container sidewall. A handle that is vertical or nearly vertical can create a very delicate balancing act for the processor. If the parison swells a little too much, the pinch travels down to the sidewall. If parison swell is a little below normal, the handle may not pinch and blowing will be compromised. Tilting the mould provides a much wider processing window. If the handle is on the right, the processor will rotate the mold counterclockwise, and vice versa. So when the parison drops, small variations in horizontal position caused by variations in die swell, parison swinging, or parison air pressure do not have as much effect on processing. Tilting the mold ensures that the parison is pinched far enough down the handle to avoid thin sections. An added benefit is that the bottle is formed with no pinch on the pour side of the opening, thus ensuring smooth pouring.
If the flash pockets and pinches are not properly designed, excess material can be squeezed into the container around the handle. These thick sections are visually unattractive, particularly in clear containers, and may increase the cycle time. In general, the design of flash pockets and pinches for handles is the same as for tails and flash. It is always good to start with a single-cavity mould so all the bugs can be worked out before cutting production moulds. Start metal safe and keep the pinch pockets a little shallow on the first cut. It is always easier to deepen the pockets by removing metal than having to add metal back. With the single-cavity test mould, check the amount of material that is pushed back into the container at the handle pinch areas. Make sure there is enough material to form a good seal but avoid any excess that may form a thick bead that will cool slowly and add weight. The amount of material in the handle pinch areas is best adjusted through a combination of mold design (e.g., pinch land and pinch-pocket depth) and processing (die swell, mold positioning under the parison, parison programming, and mold tilting). The right balance can be achieved only when also considering factors such as resin type, container design, and end-use requirements like drop impact and appearance.
www.sino-mould.com.cn www.plasticmoulds.net
In a typical handle ware container, the aspect ratio of the handle is the ratio of the major axis (width of the handle perpendicular to the parting line) to the minor axis (width of the handle parallel to the parting line). An aspect ratio of 1:1 is optimum; at most, a 2:1 ratio can be blown. Higher aspect ratios are certain to create narrow or impossible processing windows. An optimum processing window requires a draft angle of 5° to 8° in the handle area so the part can be easily released from the mould. Textured parts will require more draft angle than polished parts.
Handle webbing is the most common problem for the designers who are unfamiliar with proper handle design principles. Webbing is an undesired fold of plastic that forms on the inside of a container when two relatively unrestricted sections of the parison expand and then meet in the constrained section. This fold of plastic sticks together and cools without being pushed to the mould wall, usually resulting in a bottle that is technically functional but aesthetically unacceptable. At the base of the container, the parison is constrained by the pinch at the bottom of the handle opening and by the base pinch. The handle base depth must be greater than or equal to the distance the parison has to blow out to the sides. Handle dimensions and the finger gap also play a role in webbing. In general, webbing is likely if the handle opening dimension is too close to that of the base.
Expert processors will often tilt the mould when processing handled containers. injection molding Handles often extend far down the side of the container. It is usually desirable to form a pinch, as far down the outside of the handle as possible so there is enough material in the handle to form a good sidewall. However, it is generally not desirable to pinch below the handle on the container sidewall. A handle that is vertical or nearly vertical can create a very delicate balancing act for the processor. If the parison swells a little too much, the pinch travels down to the sidewall. If parison swell is a little below normal, the handle may not pinch and blowing will be compromised. Tilting the mould provides a much wider processing window. If the handle is on the right, the processor will rotate the mold counterclockwise, and vice versa. So when the parison drops, small variations in horizontal position caused by variations in die swell, parison swinging, or parison air pressure do not have as much effect on processing. Tilting the mold ensures that the parison is pinched far enough down the handle to avoid thin sections. An added benefit is that the bottle is formed with no pinch on the pour side of the opening, thus ensuring smooth pouring.
If the flash pockets and pinches are not properly designed, excess material can be squeezed into the container around the handle. These thick sections are visually unattractive, particularly in clear containers, and may increase the cycle time. In general, the design of flash pockets and pinches for handles is the same as for tails and flash. It is always good to start with a single-cavity mould so all the bugs can be worked out before cutting production moulds. Start metal safe and keep the pinch pockets a little shallow on the first cut. It is always easier to deepen the pockets by removing metal than having to add metal back. With the single-cavity test mould, check the amount of material that is pushed back into the container at the handle pinch areas. Make sure there is enough material to form a good seal but avoid any excess that may form a thick bead that will cool slowly and add weight. The amount of material in the handle pinch areas is best adjusted through a combination of mold design (e.g., pinch land and pinch-pocket depth) and processing (die swell, mold positioning under the parison, parison programming, and mold tilting). The right balance can be achieved only when also considering factors such as resin type, container design, and end-use requirements like drop impact and appearance.
www.sino-mould.com.cn www.plasticmoulds.net

评论