plastic mold maintenance
The plastic mold is a tool for the industrial plastic mass production ,which
covers extremely wide range of application, the development of modern industry
and technological level rising can not
be let alone without plastic mold. According to statistics, about 70 percent of
the industrial parts rough machining process , 50% fine machining process is by mold. According to their application, the
mold can be divided into: Die, injection mold, die casting, rubber mold.
Firstly, Introduction of injection plastic mold
1.1, the application scope:
Injection plastic mold uses thermoplastics such as ABS, PP, the PC, POM, etc., while the thermosetting plastics such as Bakelite, epoxy plastic adopt rubber mold;
1.2, plastic injection mold:
Structure: two plates mold, three plates mold
gates: sprue gate, pin-point gate and hot runner gate
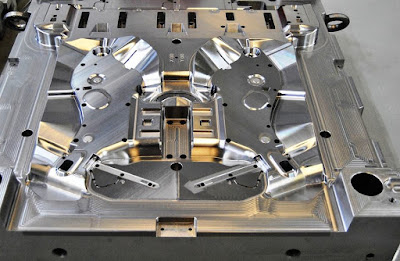
1.3, plastic injection mold structure
A molding parts: we usually refer to the A plate and B plate, which is also the most closely associated components with plastic parts;
B, injection system: melting plastic flows from the nozzle toward the cavity of the flow channel,which can be divided into: main runner, branch runner, gate, cold slug well;
C. Guide systems: to determine the relative position of the A and B plates, which consists guide pin, guide bushing, if necessary, the ejection system also has the guide system, like ejection guide pin and ejection guide bushing.
Firstly, Introduction of injection plastic mold
1.1, the application scope:
Injection plastic mold uses thermoplastics such as ABS, PP, the PC, POM, etc., while the thermosetting plastics such as Bakelite, epoxy plastic adopt rubber mold;
1.2, plastic injection mold:
Structure: two plates mold, three plates mold
gates: sprue gate, pin-point gate and hot runner gate
1.3, plastic injection mold structure
A molding parts: we usually refer to the A plate and B plate, which is also the most closely associated components with plastic parts;
B, injection system: melting plastic flows from the nozzle toward the cavity of the flow channel,which can be divided into: main runner, branch runner, gate, cold slug well;
C. Guide systems: to determine the relative position of the A and B plates, which consists guide pin, guide bushing, if necessary, the ejection system also has the guide system, like ejection guide pin and ejection guide bushing.
D,Ejection system : it is a device that eject the cold
injection parts away from the plastic mold cavity or core, normally has ejector
pin, ejector plate and ejector retain plate and dowel pins etc.
E.Temperature control system: In order to meet the injection molding ejection demand, cooling water system should be machined to the core and cavity insert;
F, side parting and side cam: the cam need when there is under-cut on the plastic parts, while its direction is different from the part ejection direction, normally include:slider,lifter.
G. The venting system: the common venting system exhaust in
two ways: venting slots and space between plastic mold components, In order to
remove the air in the cavity and during the injection molding, the venting
slots are often placed along the parting line. The principle of the venting slots:
the plastic mold should adopt the slots as many as possible, under the
situation the flash and over flowing is avoided.while the insert and ejector
pin’s space is another way for venting.
Mold maintenance
plastic Mold need maintenance carefully in the course of normal usage, we need to fix the plastic mold after the normal or un-normal wear and injection process.
2.1 preparing work after plastic mold damage
1.check the degree of mold damage;
2.With reference to repairing the former fixed plastic mold,analysis of the maintenance program;
2.2, assemble and dis-assemble plastic mold
A, marked: When the mold mechanic remove the guide pin, dowel pin, ejector pins, insert and wear plate etc., especially the assembly direction need, the corresponding marked on the mold base should be noted, so that the future assembly could have correct position. during this process, 2 points should be noticed:
1.An identifier must be unique and shall not be repeated;
2. The unmarked plastic mold inserts must be marked with the character;
3.wrong-position proof: the clear note should be make to avoid wrong position of the plastic mold components, where is prone to mistakes place.
Position of dis-assembled components: the dis-asembled plastic
mold parts need to be placed neatly,like screws, return springs, “o” ring;
D, protection: the core, cavity and other precision parts should be placed carefully to prevent them from accidentally harming.
2.3 maintenance texture
A, plastic mold maintenance on the injection machine: When the injection parts are stick to cavity, texture scratch , protection of the texture surface, before they can be repaired ,should be considered. It is forbidden to polish the mold while it is still on the press.
B, welding: texture welding should be paid attention to 2 points:
1, the electrode material should be same as the plastic mold steel;
2, tempering needed after welding;
C, the texture repairing: after the mold is repaired ,the texture need to be recovered ,the other texture need be protected by the hard paper.
D, protection: the core, cavity and other precision parts should be placed carefully to prevent them from accidentally harming.
2.3 maintenance texture
A, plastic mold maintenance on the injection machine: When the injection parts are stick to cavity, texture scratch , protection of the texture surface, before they can be repaired ,should be considered. It is forbidden to polish the mold while it is still on the press.
B, welding: texture welding should be paid attention to 2 points:
1, the electrode material should be same as the plastic mold steel;
2, tempering needed after welding;
C, the texture repairing: after the mold is repaired ,the texture need to be recovered ,the other texture need be protected by the hard paper.
Thirdly, plastic mold maintenance
Mold maintenance is more important than the mold repairing, the more the repairing times is, the shorter the mold life is ,while, the more the maintenance time is ,the longer the mold life will be.
3.1, the demand for mold maintenance
A, maintenance of the normal moving components of the mold, and reduction unnecessary wear of moving parts;
B, make mold achieve a working life;
C, reduce oil pollution.
3.2, mold maintenance category
A daily plastic mold maintenance;
B, regular plastic mold maintenance;
C, appearance of mold maintenance.
3.3, plastic mold maintenance contents:
A, daily Maintenance:
1, lubricate the moving componets,such as: ejector pins,sliders,guide pins and guide bushings;
2, the cleaning of the plastic mold surface;
3, the cleaning of cooling system channel;
B, regular maintenance: same as above 1, 2, 3;
4, venting slots clean-up, the trapped air place need to be clean-up;
5, the amendment of the damage, wear parts;
C, appearance maintenance:
1, mold base should be painted to prevent rust;
2, when the plastic mold is removed from the injection machine, the cavity should be painted with anti-rust oil;
3.the core and cavity plates of the mold should be kept tightly closed, to prevent dust from entering the mold.
3.4, mold maintenance:
A moving components need to be lubricated daily.
B Mold parting line must be clean: don't stick the paper on the P/L, the injection part retain to the cavity,the mold should stop work.
C, abnormal phenomenon
The abnormal ejection and big sound when the mold is open and close.

评论